
оптом шлифовка толкателей клапанов
В данной статье рассматриваются ключевые аспекты оптимизации оптовой шлифовки толкателей клапанов, включая выбор оборудования, технологические процессы, контроль качества и снижение издержек. Особое внимание уделяется современным методам и материалам, обеспечивающим высокую точность и долговечность обработанных деталей. Материал будет полезен предприятиям, занимающимся производством и ремонтом двигателей внутреннего сгорания.
Что такое шлифовка толкателей клапанов и зачем она нужна?
Шлифовка толкателей клапанов – это процесс обработки поверхности толкателей клапанного механизма двигателя внутреннего сгорания с целью достижения заданной шероховатости и точности размеров. Толкатели, перемещаясь, передают усилие от распредвала к клапану. Качественная шлифовка обеспечивает оптимальное прилегание толкателя к кулачку распредвала, снижает износ, уменьшает шум и вибрацию двигателя, а также способствует повышению его эффективности и долговечности.
Типы толкателей клапанов и их особенности
Существует несколько типов толкателей, каждый из которых имеет свои особенности, влияющие на процесс шлифовки:
- Механические (твердые) толкатели: требуют регулярной регулировки зазора между толкателем и клапаном.
- Гидравлические толкатели: автоматически компенсируют зазор за счет давления масла.
- Роликовые толкатели: используют ролик для уменьшения трения и износа.
Оборудование для оптовой шлифовки толкателей клапанов
Для оптовой шлифовки толкателей клапанов используется специализированное шлифовальное оборудование, которое может быть как ручным, так и автоматизированным. Выбор оборудования зависит от объема производства, требуемой точности и бюджета.
Основные типы шлифовальных станков
- Круглошлифовальные станки: применяются для обработки цилиндрических поверхностей.
- Плоскошлифовальные станки: используются для обработки плоских поверхностей.
- Бесцентровые шлифовальные станки: позволяют обрабатывать детали без центрирования, что особенно эффективно для массового производства.
Автоматизированные линии шлифовки
Для крупных производств целесообразно использовать автоматизированные линии шлифовки, которые обеспечивают высокую производительность и стабильное качество. Такие линии могут включать в себя:
- Автоматическую загрузку и выгрузку деталей.
- Несколько шлифовальных станций для последовательной обработки.
- Системы контроля качества и автоматической корректировки параметров шлифовки.
Технологический процесс оптовой шлифовки
Технологический процесс шлифовки толкателей клапанов включает в себя несколько этапов:
- Подготовка поверхности: очистка от загрязнений и обезжиривание.
- Предварительная шлифовка: удаление основного слоя металла и придание детали нужной формы.
- Чистовая шлифовка: достижение требуемой шероховатости поверхности и точности размеров.
- Финишная обработка (полировка): улучшение качества поверхности и увеличение срока службы детали.
Выбор абразивных материалов и СОЖ
Правильный выбор абразивных материалов (шлифовальные круги, пасты) и смазочно-охлаждающих жидкостей (СОЖ) играет важную роль в процессе шлифовки. Абразивные материалы должны соответствовать материалу толкателя и обеспечивать требуемую производительность и качество обработки. СОЖ служат для охлаждения детали и шлифовального круга, удаления стружки и предотвращения коррозии.
Параметры шлифовки
Основные параметры шлифовки, которые необходимо контролировать:
- Скорость вращения шлифовального круга.
- Скорость подачи детали.
- Глубина резания.
- Давление прижима детали к шлифовальному кругу.
Оптимальные значения параметров зависят от типа оборудования, абразивного материала и материала толкателя.
Контроль качества шлифовки толкателей клапанов
Контроль качества – неотъемлемая часть процесса оптовой шлифовки. Он позволяет выявлять дефекты и несоответствия требованиям, а также корректировать технологический процесс для достижения оптимальных результатов.
Методы контроля качества
- Визуальный осмотр: проверка на наличие трещин, сколов и других дефектов.
- Измерение геометрических размеров: контроль диаметра, длины и формы толкателя.
- Измерение шероховатости поверхности: определение Ra (среднее арифметическое отклонение профиля) и Rz (высота неровностей по десяти точкам).
- Металлографический анализ: исследование структуры металла для выявления дефектов и оценки твердости.
Использование контрольно-измерительного оборудования
Для точного контроля качества используются следующие приборы:
- Микрометры и штангенциркули: для измерения линейных размеров.
- Профилометры: для измерения шероховатости поверхности.
- Твердомеры: для определения твердости металла.
Снижение издержек при оптовой шлифовке
Снижение издержек – важная задача для любого производства. В процессе оптовой шлифовки можно снизить издержки за счет:
- Оптимизации технологического процесса: сокращение времени обработки и расхода материалов.
- Использования более эффективного оборудования и абразивных материалов.
- Автоматизации производства: уменьшение количества ручного труда и повышение производительности.
- Внедрения системы управления качеством: снижение количества брака.
Примеры успешных решений
Рассмотрим несколько примеров успешных решений по снижению издержек:
- Переход на более современные шлифовальные круги с высокой абразивной способностью.
- Использование СОЖ с улучшенными охлаждающими и смазывающими свойствами.
- Внедрение системы автоматической корректировки параметров шлифовки на основе данных контроля качества.
Заключение
Оптимизация процесса оптовой шлифовки толкателей клапанов – сложная задача, требующая комплексного подхода. Правильный выбор оборудования, абразивных материалов и СОЖ, а также внедрение современных методов контроля качества и автоматизации позволяют достичь высокой производительности, стабильного качества и снижения издержек. Необходимо постоянно совершенствовать технологический процесс и внедрять новые разработки для повышения конкурентоспособности производства.
Для получения дополнительной информации о толкателях клапанов и их шлифовке, а также для приобретения качественных деталей двигателя, вы можете обратиться в ООО Сучжоу Топу Детали двигателя.
Примеры параметров шероховатости поверхности после шлифовки (справочные данные)
| Материал толкателя | Параметр Ra, мкм | Параметр Rz, мкм |
|---|---|---|
| Сталь (углеродистая, легированная) | 0.2 - 0.4 | 1.0 - 2.0 |
| Чугун | 0.4 - 0.8 | 2.0 - 4.0 |
| Металлокерамика | 0.1 - 0.3 | 0.5 - 1.5 |
Данные приведены в ознакомительных целях и могут отличаться в зависимости от конкретных требований.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 зубчатая цепь ГРМ для автозапчастей Подходит для двигателя FIAT 1.6L M13A M15A M16A 12761-54G00 12631-54G00 12831-69G00
зубчатая цепь ГРМ для автозапчастей Подходит для двигателя FIAT 1.6L M13A M15A M16A 12761-54G00 12631-54G00 12831-69G00 -
 клапан двигателя: Прецизионный регулятор автомобильного сердца
клапан двигателя: Прецизионный регулятор автомобильного сердца -
 клапан двигателя для LADA 2112-100701 0 2112-100701 2
клапан двигателя для LADA 2112-100701 0 2112-100701 2 -
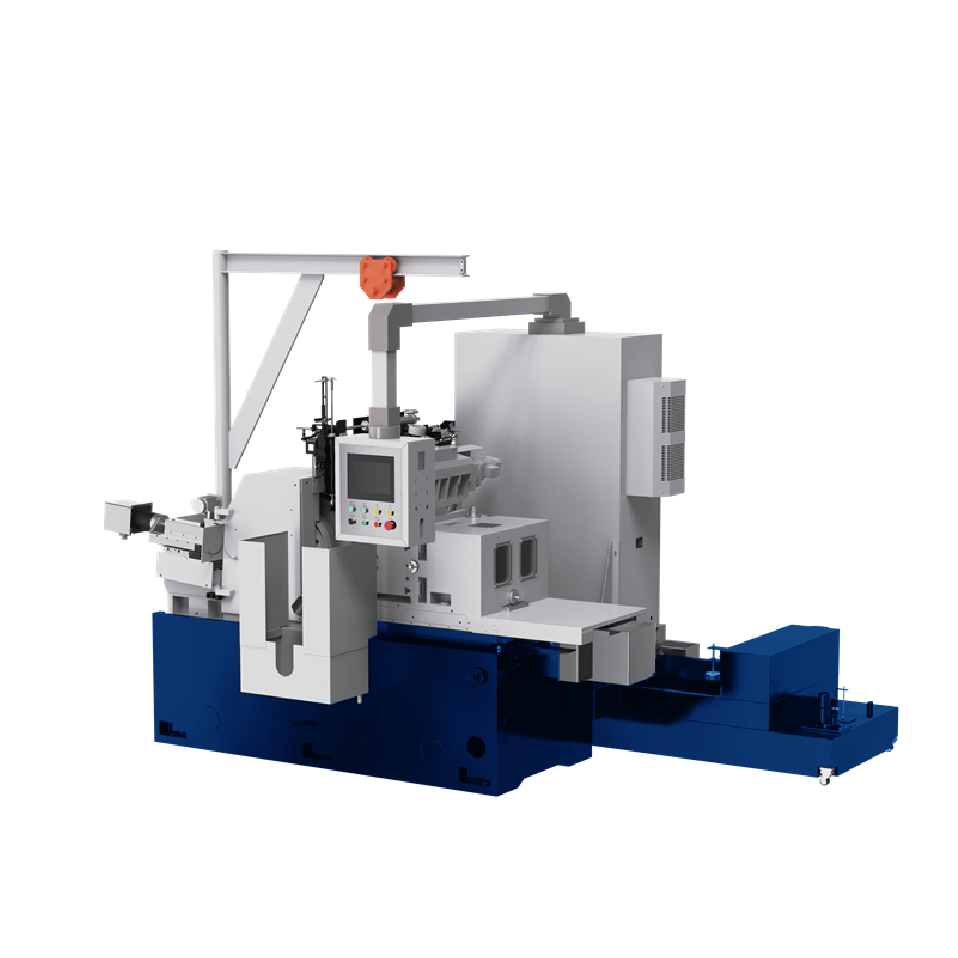 бесцентробежный шлифовальный станок
бесцентробежный шлифовальный станок -
 клапан двигателя для LADA 948.74 949.8
клапан двигателя для LADA 948.74 949.8 -
зубчатая цепь ГРМ 719718 Применяется к двигателю N62 OE 11317504468 11311439552 11317533479 для BMW X5
-
 OE:059109521G For Chevrolet S-10 2.8TD-16v
OE:059109521G For Chevrolet S-10 2.8TD-16v -
 Газовые клапаны и клапаны на шлифовальном станке
Газовые клапаны и клапаны на шлифовальном станке -
 Толкатель клапана автомобильной детали Tp49 для FORD EXPLORER 4.6L V8 5233315
Толкатель клапана автомобильной детали Tp49 для FORD EXPLORER 4.6L V8 5233315 -
 OE:22231-4A000 For Volvo C30 C70 S80
OE:22231-4A000 For Volvo C30 C70 S80 -
 Толкатель клапана 91XM6500CA с подъемником клапана автомобильного распределительного вала для Ford SCORPIO II
Толкатель клапана 91XM6500CA с подъемником клапана автомобильного распределительного вала для Ford SCORPIO II -
 клапан двигателя для LADA 2101 2101-1007010 2101-1007012
клапан двигателя для LADA 2101 2101-1007010 2101-1007012
Связанный поиск
Связанный поиск- оптом выпускные клапана ваз 2110
- Китай комплект цепи грм форд фокус
- клапана двигателя 2110
- купить автомобильный толкатель
- оптом купить толкатель на клапана двигателя 514
- купить втулки выпускных клапанов
- дешево толкатель клапана 1zz
- купить толкатель клапанов форд фокус 1.6
- Китай части цепи ГРМ
- дешево выпускной клапан двигателя внутреннего сгорания